
Flanges for offshore oil platforms. Bearing races for wind turbine gearboxes. Gear rings for aerospace engines. Pressure vessel nozzle rings for nuclear reactors. These components operate under extreme stress, in hostile environments, with zero tolerance for structural failure. And almost every one of them is manufactured through a single process: ring rolling.
Ring rolling is the most efficient method ever developed for producing seamless, high-integrity metal rings. It delivers forged mechanical properties, precise dimensions, near-net-shape geometry, and circumferential grain flow — all in a process that is faster and more material-efficient than any alternative.
But here is the part that most buyers and even some ring rollers underestimate: the process is only as good as the material it starts with. The bloom or billet you feed into the ring rolling line — its internal cleanliness, its chemical consistency, its grain structure, its surface condition — determines whether the finished ring passes or fails. Every quality shortfall in the input material becomes a problem at the ring rolling machine, or worse, a failure discovered during final inspection.
This guide explains the ring rolling process at a technical level, covers its industrial applications and advantages, and details exactly why bloom and billet quality is the single most critical upstream variable in producing rings that meet specification.
What Is Ring Rolling?
Ring rolling is a hot rotary forming process that produces seamless rings of varying diameters — from a few centimetres to over five metres in diameter — by progressively reducing the wall thickness and increasing the circumference of a pre-formed annular blank (a donut-shaped preform) between a set of driven and idle rolls.
The process is related in principle to flat plate rolling — in both, metal is squeezed between rolls in a continuously narrowing gap. The fundamental difference is geometry: in ring rolling, the workpiece is a ring rather than a flat slab, and the rolls are of different diameters configured to work both the radial (wall thickness) and axial (height/face) dimensions of the ring simultaneously.
The result is a seamless ring with circumferential grain flow — the grain of the steel is oriented continuously around the ring’s circumference with no seam, no weld, and no interruption. This is the metallurgical foundation of the ring rolled component’s superiority in fatigue, creep, and pressure-containment applications.
Ring Rolling vs Alternative Manufacturing Methods
Before going into the process detail, it is worth understanding why ring rolling exists as a distinct manufacturing method and what it replaces:
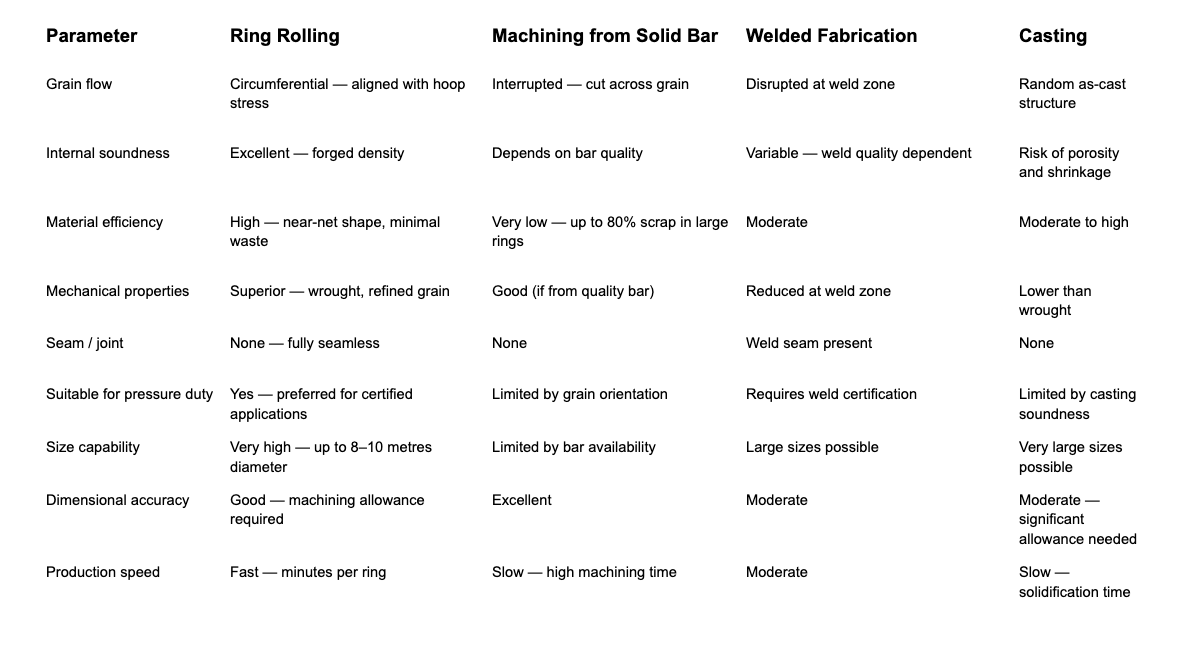
For any ring-shaped component that must carry pressure, resist fatigue, or operate in a safety-critical application, ring rolling is the benchmark process. The alternatives either compromise the grain flow, introduce weld seams, or cannot achieve the internal density that hot working delivers.
The Ring Rolling Process: Step by Step
Step 1 — Raw Material Selection: Bloom, Billet, or Ingot
The ring rolling process begins at the raw material stage — and this is where the quality decisions that matter most are made.
The starting material is selected based on the size and weight of the target ring:
- Billets (cross-sections below 200mm × 200mm) — used for small to medium rings, bearing races, and standard flanges
- Blooms (cross-sections at or above 200mm × 200mm) — used for medium to large rings, heavy flanges, and large-diameter components
- Forging ingots — used for the largest rings where maximum mass per piece is required
The starting material is cut to a precise piece weight — calculated to provide the exact volume of metal needed for the finished ring, accounting for upset losses, punching disc weight, scale loss, and machining allowance.
This is the first critical control point. An overweight blank wastes expensive alloy steel. An underweight blank may not provide enough material to reach the target OD without the wall thinning beyond the specified minimum. Precise piece weight from the blank supplier is not a nice-to-have — it is a process variable.
Step 2 — Heating the Blank
The cut blank is loaded into a furnace and heated to the forging temperature for the specific steel grade — typically 1,100°C to 1,280°C for most carbon and alloy steels. The blank must reach this temperature uniformly throughout its cross-section.
Soaking time is critical: too short and the centre remains cold, leading to uneven deformation and potential internal cracking. Too long and excessive scale formation, grain growth, and surface oxidation degrade the blank quality.
For alloy steel grades — particularly chromium-molybdenum and nickel-chromium grades — heating rate and temperature uniformity are especially important because of their sensitivity to thermal gradients.
Step 3 — Upsetting (Pre-Forming)
Once at temperature, the blank is placed on a hydraulic press or forging hammer and upset — compressed axially to reduce its height and increase its diameter. This initial deformation achieves two things:
- It begins to break down the as-cast or as-rolled grain structure of the blank
- It shapes the blank into a geometry that is conducive to piercing — a short, wide disc rather than a tall cylinder
Upsetting also homogenises the blank temperature after removal from the furnace by bringing the surface and core to a more uniform condition through deformation-induced heat.
Step 4 — Piercing
The upset blank is pierced — a punch is driven through its centre to create the central hole that transforms the disc into a hollow, donut-shaped preform. The piercing removes a disc of material (the punching web or slug) from the centre.
Precise control of the punch diameter is essential: the ID of the preform must match the mandrel diameter of the ring rolling mill. An incorrectly sized preform hole causes fitting problems on the mill and produces dimensional errors in the final ring.
After piercing, the web is sheared or punched clean to ensure a smooth, fully open internal diameter. Any remnant of web material causes rolling defects in the subsequent steps.
Step 5 — Reheating
The pierced preform is returned to the furnace for a reheat — restoring the temperature lost during pressing and piercing to the correct forging temperature before rolling begins. The ring rolling process requires sufficient heat to maintain the material in a plastic, workable condition throughout the rolling sequence. Starting too cold leads to surface cracking, rolling defects, and poor dimensional control.
Step 6 — Ring Rolling
This is the core of the process. The reheated donut-shaped preform is placed on the ring rolling mill, which comprises the following main elements:
Main Drive Roll (Outer Roll): The largest roll, driven by the mill motor. It applies compressive force to the outer surface of the ring and provides the rotational drive that spins the ring. As the main roll advances toward the mandrel, it progressively reduces the wall thickness.
Mandrel (Idle Roll / Inner Roll): A smaller roll positioned inside the ring hole. It is not driven — it rotates by friction as the ring rotates. The mandrel supports the inner diameter, prevents inward collapse, and defines the inner surface shape of the ring.
Axial Rolls (Conical Rolls): A pair of tapered rolls positioned above and below the ring, applying compressive force along the axis of the ring (parallel to its centreline). The axial rolls reduce the height (face width) of the ring, control axial spread, and maintain the squareness and flatness of the ring faces.
Guide Rolls (Centering Rolls): Two rolls positioned symmetrically on the outer diameter of the ring that maintain concentricity and circularity as the ring expands. They prevent the ring from wandering off-centre during rolling and produce a round, well-formed outer profile.
Measuring Roll (Signal Roll): A small roll that contacts the outer surface of the ring and is connected to the mill’s diameter-measuring system. It tracks the increasing ring diameter in real-time and signals the mill control system to stop rolling when the target diameter is reached.
The rolling sequence works as follows:
As the main roll rotates and advances, the ring is gripped between the main roll and the mandrel. The friction between the rolls and the ring surface causes the ring to rotate continuously. With each revolution, the wall thickness is reduced by a small increment, the material displaced flows circumferentially (increasing the ring diameter) and is controlled axially by the axial rolls. The ring grows progressively from a thick-walled small donut to a larger-diameter, thinner-walled ring until the target OD is reached.
The entire rolling sequence for a typical ring can take anywhere from a few minutes to tens of minutes depending on ring size, material grade, and reduction required.
Step 7 — Sizing (Optional)
For rings requiring tighter dimensional tolerances, a sizing or expanding operation is performed after rolling — either on an expanding mandrel press or a sizing ring. This expands the ring by a small percentage (typically 1–3%) to correct ovality, improve roundness, and achieve tighter dimensional control on the ID and OD.
Step 8 — Post-Rolling Heat Treatment
After rolling, the ring undergoes heat treatment to achieve the target microstructure and mechanical properties specified for the application:
- Normalising — For grain refinement and stress relief after rolling. Standard first treatment for most rings.
- Quench and Temper (Q+T) — For alloy steel rings requiring high strength and toughness in service, such as pressure vessel nozzles, valve bodies, and structural flanges.
- Annealing — For softening prior to extensive machining.
- Solution Treatment + Ageing — For stainless steel and precipitation hardening grades.
Step 9 — Machining
Ring rolled components typically require finish machining to achieve final dimensional tolerances, surface finish, and any features (grooves, bolt holes, profiles) that cannot be produced in the rolling operation. Because ring rolling produces near-net shapes, the machining allowance is significantly smaller than for machined-from-solid rings — a major material and cost saving.
Step 10 — Inspection and Testing
The finished ring undergoes full inspection:
- Dimensional inspection — OD, ID, height, face runout, concentricity
- Ultrasonic testing (UT) — for internal defects
- Magnetic particle inspection (MPI) or Dye penetrant testing (DPT) — for surface defects
- Mechanical testing — tensile, impact (Charpy), and hardness from test coupons
- Hardness survey — for Q+T rings, hardness across multiple positions confirms through-hardening
- Chemical analysis — confirmation of grade compliance
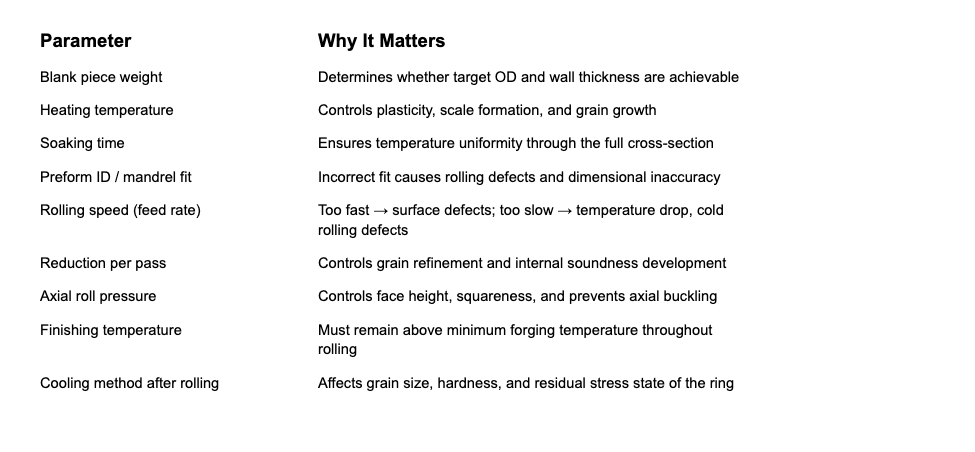
Key Process Parameters in Ring Rolling
Producing a defect-free ring to specification requires careful control of multiple interdependent parameters:
Applications of Ring Rolled Components
Ring rolling is the preferred manufacturing method for seamless rings across the widest range of critical industrial applications:
Oil and Gas:
Weld neck flanges, blind flanges, slip-on flanges, and ring joint flanges to ASME B16.5 and ASME B s16.47 standards. Subsea connector rings, valve bodies, nozzle forgings for pressure vessels and heat exchangers.
Power Generation:
Steam turbine casing rings, generator stator frames, boiler drum nozzle rings, pressure vessel end closures, and nuclear reactor pressure boundary rings. IBR-approved grades are mandatory for boiler applications.
Bearings and Rotation Equipment:
Inner and outer races for large rolling element bearings used in wind turbines, industrial gearboxes, machine tools, railway axleboxes, and aero-engine mounts. Bearing rings demand the highest internal cleanliness and tightest dimensional tolerances of any ring rolled component.
Aerospace and Defence:
Jet engine compressor and turbine rings, frame rings for aircraft fuselage sections, landing gear rings, and missile body rings. These applications require aerospace-grade material certifications and the tightest process controls.
Railways:
Railway wheel blanks (which begin as ring-rolled preforms), wheelset rings, bogie frame rings, and traction motor bearing rings.
Automotive and Heavy Engineering:
Gear rings for large gearboxes, clutch rings, hub flanges for heavy commercial vehicles, and hydraulic cylinder rings.
Wind Energy:
Slewing bearing rings for wind turbine nacelles and pitch bearings. These are among the largest ring rolled components in regular production — diameters of 3 to 5 metres and weights of several tonnes per ring.
Why Bloom Quality Determines Ring Component Integrity
This is the most critical technical section of this guide. Ring rolling is a process of plastic deformation — it reshapes and refines material, but it cannot create cleanliness, chemical consistency, or grain structure that was not already present in the starting bloom. Every deficiency in the bloom propagates forward into the ring.
Here is the technical breakdown of how bloom quality maps to ring quality at each step:
1. Internal Cleanliness → UT Acceptance and Fatigue Life
Blooms with high inclusion content, micro-porosity, or hydrogen-induced flaking will produce rings that fail ultrasonic testing. Inclusions act as stress concentrators in the finished ring — under cyclic loading (bearings, flanges under pressure fluctuation, gear rings under load cycling), they are the initiation sites for fatigue cracks.
Vacuum degassing (VD) during bloom production removes dissolved hydrogen to below 2 PPM and oxygen to below 20 PPM. The difference in UT rejection rates between VD-processed and non-VD blooms, especially for alloy steel bearing ring grades such as AISI 52100, is dramatic. For bearing applications, VD is not optional — it is a specification requirement.
2. Chemical Consistency → Hardenability and Property Uniformity
Centre segregation in a bloom — caused by inadequate ladle refining or poor tundish flow control during continuous casting — concentrates carbon and alloying elements at the bloom’s centreline. When a ring is rolled from a segregated bloom, the segregation band is redistributed circumferentially through the ring wall. The result is a ring with variable hardenability across its wall thickness — some zones respond to Q+T heat treatment correctly, others do not.
For bearing rings and gear rings where hardness uniformity is a quality acceptance criterion, chemical segregation from a poorly processed bloom is a direct route to rejection. Ladle refining with proper homogenisation, combined with VD, dramatically reduces segregation and ensures the ring roller receives consistent chemistry from one piece to the next.
3. Surface Condition → Rolling Defects and Surface Crack Propagation
Surface cracks, seams, and laps on a bloom are not removed by heating or by the upsetting/piercing operations — they deepen and propagate under the deformation of ring rolling. A surface crack on the OD of a bloom becomes a crack that opens further during rolling, producing a surface defect that may run deep into the ring wall.
The result: reject rings, increased dressing and grinding costs, or — worst of all — a defect that passes inspection undetected and fails in service. A bloom with a clean, defect-free surface reduces this risk to near zero.
4. Grain Structure and Forgeability → Cracking During Upset and Pierce
The as-cast grain structure of the bloom — controlled during solidification — affects how the material behaves during the upsetting and piercing operations. A bloom with a very coarse columnar grain structure or with dissolved hydrogen (in the absence of VD) is susceptible to cracking during these initial deformation steps.
Internal cracks introduced during upset and pierce are carried forward into the ring — they cannot be detected at this stage, they cannot be rolled out, and they will cause UT failure on the finished ring. A bloom that is properly processed — with grain structure refined by the rolling reduction from the caster and with hydrogen removed by VD — undergoes upset and pierce without internal cracking.
5. Piece Weight Consistency → Material Yield and Dimensional Accuracy
If bloom weight per metre varies beyond specification, the cut blank weights will vary even when cut to a standard length. An underweight blank produces a ring that cannot reach the target OD, or one where the wall thickness is below drawing minimum. An overweight blank wastes expensive material, particularly critical in alloy steel grades where the raw material cost is high.
Consistent bloom cross-section and consistent cast density — achieved through proper process control in the melt shop and caster — directly translates to consistent blank weights and predictable ring rolling yields.
Bloom and Billet Grades Commonly Used in Ring Rolling
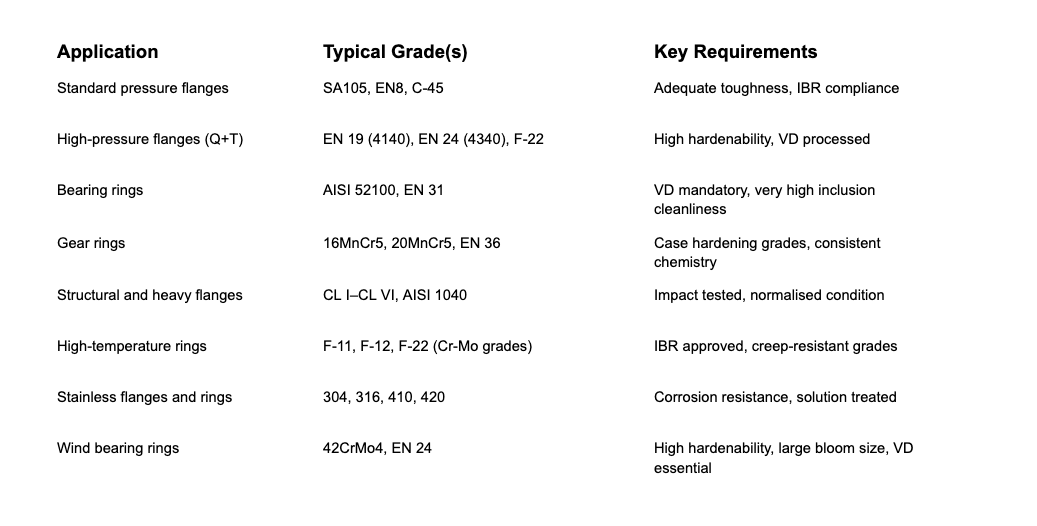
and for any ring destined for the nuclear, medical, or food processing sectors. Every bloom should carry radioactive contamination clearance documentation.
✅ Annealed Supply Condition For grades that are hard or difficult to cold-shear in the as-cast or as-rolled condition, request blooms in annealed condition to simplify blank cutting operations.
✅ IBR Approval for Pressure-Grade Blooms For flanges, nozzles, and rings used in boilers and pressure vessels, the bloom manufacturer must hold IBR approval. This is a regulatory requirement that cannot be substituted by generic quality certifications.
Why Kesari Alloys Is the Trusted Material Partner for Ring Rolling Operations
At Kesari Alloys, we supply blooms, billets, and ingots specifically to ring rolling operations — and have done so for nearly two decades from our IBR Approved, ISO 9001 Certified facility in Bhiwadi, Rajasthan. We understand the ring rolling process, the grade requirements, and the quality expectations because our customers are ring rollers, and their rejections are our concern as much as theirs.
What Kesari Alloys delivers to your ring rolling line:
- 🔬 EIF + LRF + Vacuum Degassing — oxygen below 20 PPM, hydrogen below 2 PPM. Verified and documented for every VD heat
- 📐 100+ steel grades in bloom and billet form — carbon steel, alloy steel, and stainless steel to IS, EN, DIN, AISI/SAE standards
- 📦 Wide cross-section range — square and rectangular sections in continuous cast bloom and billet form to match your press and mandrel requirements
- 📏 Up to 12 meters length with consistent cross-section and piece weight for reliable blank cutting
- 🏭 IBR Approved — for carbon and alloy steel ingots and blooms in pressure and boiler applications
- 🏆 ISO 9001 Certified — quality management from melt chemistry to dispatch
- 🔖 Heat number marked on every piece — full traceability from melt shop to your finished ring
- ✅ Free from surface defects, cracks, and radioactive contamination — confirmed per piece before dispatch
- 📄 Complete MTC documentation — heat-wise chemical analysis and mechanical properties
- 🤝 Trusted by ring rollers, forge shops, and heavy engineering manufacturers across India and export markets
Your ring quality starts long before the blank reaches your ring mill. It starts at the melt shop, the LRF, and the vacuum degassing vessel. That is where Kesari Alloys’ work happens — and that is where the difference shows up in your UT results, your hardness surveys, and your rejection rates.
Frequently Asked Questions
Q1. What is the difference between ring rolling and ring forging? Ring rolling is a continuous rotary forming process that progressively expands a pre-formed annular blank using rolls. Ring forging (closed die ring forging) uses shaped dies in a press to form a ring in one or a few press strokes. Ring rolling is preferred for larger rings, higher production volumes, and near-net-shape production. Ring forging is used for smaller, more complex cross-sections where close-die control is required.
Q2. Why is circumferential grain flow important in a ring rolled component? In service, rings under internal pressure, rotation, or cyclic loading experience predominantly hoop (circumferential) stresses. Circumferential grain flow aligns the strongest direction of the steel’s microstructure with the primary stress direction — maximising fatigue life, creep resistance, and pressure-containment capability. Rings cut from solid bar or plate have radial or interrupted grain flow that does not align with service stress.
Q3. Can all steel grades be ring rolled? Any steel grade that can be hot forged can be ring rolled. Carbon steels, alloy steels, stainless steels, and even titanium and nickel-based superalloys are ring rolled. The forging temperature range and deformation sensitivity vary by grade — higher alloy grades require tighter temperature control and may need vacuum-degassed starting material.
Q4. Why is VD processing mandatory for bearing ring grades such as 52100 and EN31? Bearing rings operate under high Hertzian contact stresses with cyclic loading — the most demanding fatigue environment in mechanical engineering. Hydrogen dissolved in the steel promotes hydrogen-induced fatigue cracking; non-metallic inclusions act as fatigue initiation sites. VD removes hydrogen to below 2 PPM and, combined with LRF inclusion floatation, reduces inclusion content dramatically. For bearing ring applications, VD is not a quality upgrade — it is a minimum requirement.
Q5. What bloom sizes does Kesari Alloys supply for ring rolling? Kesari Alloys supplies continuous cast blooms in square and rectangular sections from 200mm × 200mm and above, in carbon steel, alloy steel, and stainless steel grades. Custom dimensions, piece weights, and lengths are available. Contact our sales team with your specific ring rolling requirements for confirmation.
Q6. What certifications are required for flange ring material in IBR applications? For boiler and pressure vessel flanges under the Indian Boiler Regulations, the bloom or ingot manufacturer must hold IBR approval. Material must be supplied with an IBR-compliant mill test certificate covering chemical composition, mechanical test results (tensile, yield, elongation, impact), and heat number traceability. Kesari Alloys is IBR approved and can supply full IBR documentation for applicable grades.
Conclusion
Ring rolling is one of the most technically sophisticated and material-efficient metal forming processes in industrial manufacturing. It turns a simple cut blank into a seamless, forged-property ring with circumferential grain flow — in minutes, with near-net-shape geometry, and with mechanical properties that no casting or fabrication method can match.
But the process depends entirely on the quality of what you put into it.
A ring rolling mill cannot refine away chemical segregation, cannot close hydrogen-induced flaking, cannot repair surface cracks introduced in the bloom, and cannot compensate for piece weight inconsistency at the blank cutting stage. Every one of those variables is set in the melt shop, the ladle refining furnace, and the continuous casting machine.
That is why the choice of bloom supplier is not a procurement footnote — it is a technical decision that determines your ring quality, your UT acceptance rate, your heat treatment consistency, and ultimately your reputation with the customers who put your rings into their flanges, their bearings, and their turbines.
Discuss your bloom and billet requirements with Kesari Alloys Contact Us