
Every shaft that drives a turbine, every flange that seals a high-pressure pipeline, every axle that carries a locomotive — these parts were not cast into shape, and they were not machined from solid bar. They were forged. And the overwhelming majority of the largest, most critical forgings in heavy industry are produced through a process called open die forging.
If you are a forge shop owner, a procurement manager sourcing forging ingots, or a metallurgist responsible for raw material qualification, understanding open die forging at a deep technical level is not optional — it is fundamental to everything you do.
This guide explains the open die forging process from first principles: what it is, how it works step by step, where it is used, what advantages it delivers over other manufacturing methods, and — critically — why the quality of the input ingot determines the quality of everything that comes out the other end.
What Is Open Die Forging?
Open die forging — also known as smith forging or free forging — is a hot metal-working process in which a heated metal workpiece is shaped by applying compressive force between two flat or simply contoured dies that do not completely enclose the material.
Unlike closed die (impression die) forging, where the metal is confined inside a shaped cavity and takes the precise form of the die impression, in open die forging the metal is free to flow in directions not constrained by the die faces. The shape is achieved by moving and repositioning the workpiece under the press or hammer between multiple blows — squeezing, drawing, stepping, upsetting, and rotating the material progressively until the desired form is achieved.
The dies used in open die forging are simple: typically flat platens, V-blocks, or saddles. The complexity of the final shape comes not from the die geometry, but from the skill of the operator and the programming of the press in controlling how the workpiece is moved, rotated, and repositioned between each stroke.
In simple terms: Open die forging is the controlled, progressive deformation of a hot metal ingot between simple dies to produce a large, strong, custom-shaped intermediate or finished product.
Open Die Forging vs Closed Die Forging: Key Differences
Understanding open die forging is easier when you contrast it directly with closed die forging:
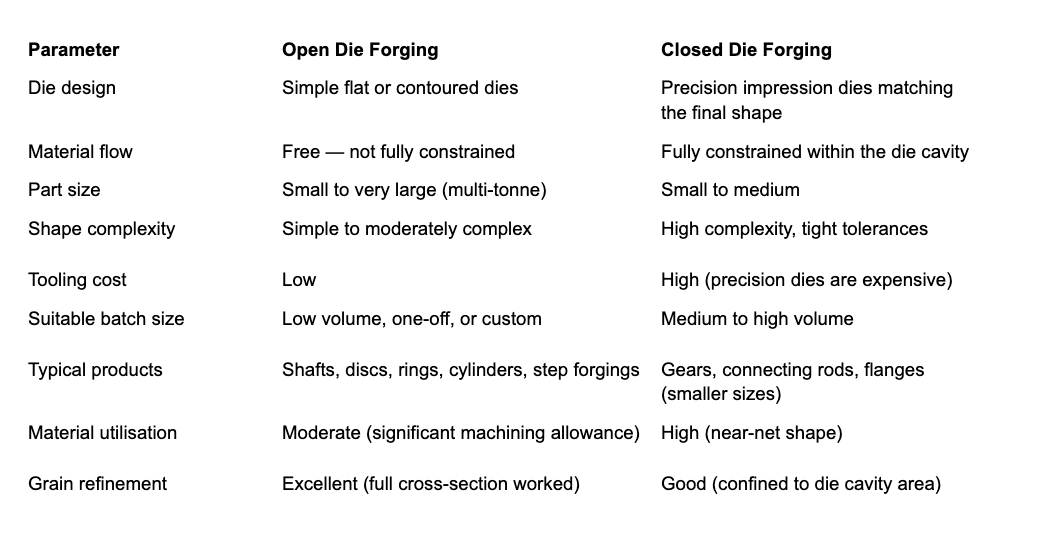
For large, heavy, critical components where custom dimensions are required and tooling costs for precision dies are not justified, open die forging is almost always the process of choice.
The Open Die Forging Process: Step by Step
Step 1 — Raw Material Selection and Preparation
The process begins not at the press, but at the melt shop. The starting material for open die forging is almost always a forging ingot — a cast steel block produced in a cast iron ingot mold. Ingots used in open die forging are typically round or octagonal in cross-section, as these shapes reduce the risk of surface cracking during the initial forging reductions.
The ingot must be selected to provide the correct weight and cross-section for the target forging, accounting for:
- Material needed to achieve the required forging ratio (reduction in area)
- Cropping allowances (top and bottom of the ingot are removed to eliminate shrinkage pipe and segregation zones)
- Flash and scale losses during forging
- Machining allowance on the finished forging
This is why ingot quality — its internal soundness, chemical consistency, and grain structure — is so critical. It is the foundation of everything that follows.
Step 2 — Heating the Ingot
The ingot is placed in a furnace and heated to the forging temperature for the specific steel grade. This temperature varies by grade — typically between 1,100°C and 1,280°C for most carbon and alloy steels. The ingot must be heated uniformly throughout its cross-section before forging begins. Uneven temperature distribution causes uneven deformation and can introduce internal stress or cracking.
For large ingots, soaking at temperature for several hours is standard practice to ensure thermal equilibrium across the full section.
Step 3 — Initial Breakdown (Cogging)
The first forging operation on an ingot is called cogging (also called drawing out or breakdown forging). The press applies successive blows along the length of the ingot, progressively squeezing and elongating it. The ingot is rotated between blows to work the cross-section uniformly.
The purpose of cogging is:
- To break down the coarse, as-cast grain structure of the ingot
- To close internal shrinkage, micro-porosity, and gas voids by welding them under compressive stress
- To refine the grain size and improve mechanical property uniformity throughout the cross-section
- To begin shaping the ingot toward the target forging geometry
This stage is where the fundamental metallurgical transformation happens. The forging process — through the heat and compressive deformation — converts an as-cast microstructure into a wrought microstructure with significantly superior toughness, fatigue resistance, and ductility.
Step 4 — Intermediate Shaping Operations
Following initial breakdown, the forging goes through a series of intermediate shaping operations depending on the target shape. These may include:
Drawing Out — Reducing the cross-section and increasing the length of the workpiece. Used for shafts, bars, and elongated sections.
Upsetting — Compressing the workpiece along its axis to increase the diameter and reduce the height. Used for disc and flange-type forgings.
Stepping — Creating step changes in diameter along the length of the forging, producing stepped shafts or complex profiles.
Punching and Hollowing — Creating central holes or cavities in disc forgings — the starting point for producing rings and hollow sections.
Swaging — Reducing a section to a specific diameter using a swaging die.
Between each forging operation, the workpiece may need to be returned to the furnace for a reheat if the temperature has dropped below the minimum forging temperature for that grade. Forging below the minimum temperature can introduce damaging internal stresses and forging cracks.
Step 5 — Final Shaping and Dimensional Control
In the final forging stages, the component is brought to its target dimensions — typically with a machining allowance left on all surfaces to allow for finish machining to final print dimensions. This stage requires the most precise press control and the most careful measurement.
The component is checked for straightness, diameter, length, step dimensions, and surface condition. Any major deviations are corrected at this stage while the material is still hot and workable.
Step 6 — Cropping
The top and bottom sections of the ingot — containing the shrinkage pipe (top) and the chilled base zone (bottom) — are removed by cropping. These zones may contain segregation, pipe voids, or chemical inconsistencies that would compromise the finished forging. A well-made ingot with a controlled piping pattern minimises the cropping allowance and maximises the yield.
Step 7 — Post-Forging Heat Treatment
After forging, the component is heat treated to achieve the target microstructure and mechanical properties. Common post-forging heat treatment operations include:
Normalising — Heating to above the upper critical temperature and air cooling. Refines grain size and relieves forging stresses. Often the first post-forge treatment.
Annealing — Slow furnace cooling after heating. Softens the steel, relieves stresses, and improves machinability. Used where the forging will undergo significant machining before final heat treatment.
Quench and Temper (Q+T) — Heating to austenitising temperature, rapid water or oil quenching, followed by tempering at a controlled temperature. Used for alloy steel forgings requiring high strength and toughness in service.
Stress Relieving — Low-temperature heating to reduce residual stresses after machining or welding.
Step 8 — Inspection and Testing
The finished forging undergoes a comprehensive inspection regime before despatch:
- Dimensional inspection — confirm all dimensions are within drawing tolerance
- Ultrasonic testing (UT) — detect internal defects, voids, inclusions, or cracks without cutting the part
- Magnetic particle inspection (MPI) — detect surface and near-surface defects in ferromagnetic steels
- Dye penetrant testing (DPT) — detect open surface defects
- Mechanical testing — tensile test, Charpy impact test, hardness testing on test coupons from the same heat
- Chemical analysis — confirm the composition matches the specified grade
The Forging Ratio: Why It Matters
The forging ratio (also called reduction ratio) is one of the most important parameters in open die forging. It is defined as the ratio of the original cross-sectional area of the ingot to the final cross-sectional area of the forging at the same location.
Forging Ratio = Original Cross-Section Area ÷ Final Cross-Section Area
A higher forging ratio means more deformation, more grain refinement, better closure of internal voids, and more homogeneous mechanical properties through the cross-section.
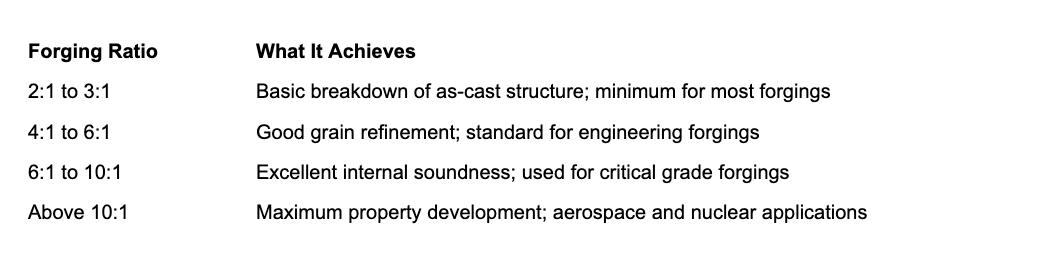
Most industrial specifications for critical open die forgings specify a minimum forging ratio — typically 4:1 or higher — to ensure that the mechanical properties achieved are genuinely representative of wrought material and not residual as-cast structure.
This is directly relevant to ingot selection: to achieve a 4:1 forging ratio on a 300mm diameter finished shaft, the starting ingot must have a significantly larger cross-section. The ingot size is chosen to deliver the required reduction.
Most industrial specifications for critical open die forgings specify a minimum forging ratio — typically 4:1 or higher — to ensure that the mechanical properties achieved are genuinely representative of wrought material and not residual as-cast structure.
This is directly relevant to ingot selection: to achieve a 4:1 forging ratio on a 300mm diameter finished shaft, the starting ingot must have a significantly larger cross-section. The ingot size is chosen to deliver the required reduction.
Applications of Open Die Forging
Open die forging is used wherever a component must combine large size, custom dimensions, high strength, and absolute metallurgical integrity. It is the preferred process across industries where failure is not an option.
Oil and Gas
- Wellhead bodies and Christmas tree components
- Pressure vessel shells and heads
- Gate valve bodies and bonnets
- Drill collars and bottom hole assembly components
- Flanges and pipeline fittings to ASME and API standards
Power Generation
- Steam turbine shafts and rotor forgings
- Generator shafts
- Low-pressure and high-pressure turbine discs
- Boiler drums (shells and end caps)
- Nuclear reactor pressure vessel components
Heavy Engineering and Mining
- Mill rolls for rolling mills
- Press columns and cylinders
- Hydraulic cylinder bodies
- Crusher shafts and eccentric shafts
- Large gears and pinions
Automotive and Transportation
- Rear axle beams for heavy commercial vehicles
- Crankshafts for large engines
- Propeller shafts
- Railway axles and wheel blanks
- Locomotive couplings and drag gear components
Aerospace and Defence
- Landing gear components
- Structural bulkheads and frames
- Actuator cylinders
- Gun barrels and breech blocks
- Missile body sections
Marine
- Propeller shafts
- Rudder stocks
- Anchor chains and windlass components
- Engine crankshafts for marine diesel engines
Advantages of Open Die Forging
Superior Mechanical Properties
Forging refines the grain structure and promotes grain flow aligned to the shape of the component. The result is a component with higher tensile strength, better fatigue resistance, greater toughness, and improved impact performance compared to the same component produced by casting or machining from bar.
Elimination of Internal Defects
The compressive forces during forging close micro-porosity, gas voids, and shrinkage defects present in the as-cast ingot. A well-forged component is substantially denser and more internally sound than a cast one.
Directional Grain Flow
Open die forging allows the metallurgist to control the orientation of the grain flow in the finished component — aligning it with the primary stress direction in service. This directional strength is not achievable through casting or machining.
Size Capability
Open die forging can produce components of virtually any size — from a few kilograms to forgings weighing hundreds of tonnes. This size capability is one of the defining advantages of the process. No casting or machining process can match the structural integrity of a very large open die forging.
Flexibility and Short Lead Times
Because open die forging uses simple dies, there is no tooling design or manufacture required for a new component shape. This means new, one-off, or low-volume components can be produced quickly — a critical advantage for replacement parts, prototype components, and defence applications.
Material Savings vs Casting
Although open die forgings require significant machining, the forging process produces less waste than casting — excess flash and crops are recoverable scrap, not lost material. For expensive alloy steel grades, this matters economically.
Why Ingot Quality Is Critical in Open Die Forging
This is the section that every forge shop manager and ingot procurement buyer needs to read carefully.
In closed die forging, the die constrains and shapes the material — small variations in the starting material have a limited effect on dimensional outcome. In open die forging, there is no such constraint. The quality of the starting ingot propagates directly into the quality of the finished forging. Every defect in the ingot is a problem the forge shop must manage — or discover as a rejection.
Here is how ingot quality affects your forging outcomes:
1. Internal Soundness → Forging Yield and UT Results
An ingot with excessive porosity, micro-shrinkage, or a deep piping cavity will produce a forging that fails ultrasonic testing — regardless of how well the forging process is executed. The voids may be welded partially closed by forging, but they cannot be eliminated if they are too large or too numerous. The result: rejection, re-melt, wasted press time, and missed delivery.
A sound ingot — produced with proper riser design, controlled mold filling, and vacuum degassing — arrives at the forge shop with minimal internal defects, giving the forging process the best possible starting point.
2. Chemical Consistency → Predictable Heat Treatment Response
An ingot with centre segregation — uneven distribution of carbon and alloying elements across the cross-section — will produce a forging with variable hardness and non-uniform mechanical properties after heat treatment. For a quench-and-temper specification with a tight hardness band, chemistry scatter at the centre of the ingot is a direct threat to compliance.
Heat-wise chemical analysis from the manufacturer, controlled ladle refining, and VD processing dramatically reduce segregation and give the forge shop a consistent, predictable material to work with.
3. Surface Quality → Surface Defect Propagation
Surface cracks, seams, and laps on the ingot surface do not disappear during forging — they deepen and propagate. A forge shop working with poor-surface ingots will spend significant time and resource on surface conditioning (grinding, chipping, or scarfing) before or during forging, driving up cost and lead time.
An ingot produced in a well-designed, properly lubricated mold with controlled pour speed will have a clean, crack-free surface that reduces conditioning time to a minimum.
4. Grain Structure → Forgeability and Cracking Risk
The as-cast grain structure of the ingot — controlled by mold design, pour temperature, and solidification rate — determines how the material responds to the first forging reductions. A coarse, columnar as-cast grain structure that has not been correctly set up for forging is prone to surface cracking during the early cogging passes, particularly in higher-alloy grades.
Well-designed ingots with controlled grain structures reduce surface cracking risk during breakdown and allow the forge shop to achieve the required forging ratio without material loss.
5. Ingot Geometry → Press Utilisation and Yield
An incorrectly sized ingot — too short, wrong cross-section, excessive taper — creates handling problems at the press and compromises the forging ratio calculation. Precise ingot geometry, consistent weight, and correct taper design allow the forge shop to plan each heat precisely, maximising press utilisation and material yield.
What to Demand from Your Forging Ingot Supplier
Given the above, here is a procurement checklist every forge shop should apply when qualifying a new ingot supplier:
✅ EIF + LRF + VD Process Vacuum degassing is non-negotiable for critical alloy steel forging grades. It removes hydrogen (below 2 PPM) and oxygen (below 20 PPM) — the gases responsible for hydrogen embrittlement and inclusion formation.
✅ Heat-Wise Mill Test Certificates Every heat must come with a full chemical analysis showing all specified elements and residuals — not just carbon and manganese. Traceability from heat number to ingot to finished forging is a quality system requirement for most certified forging applications.
✅ IBR Approval For pressure vessels, boilers, and pressure-retaining components, the ingot supplier must hold IBR (Indian Boiler Regulations) approval. This is a regulatory requirement, not a preference.
✅ Macro Examination and Internal Quality Records Ask for macro test results from ring-off sections of representative heats. This gives you direct evidence of the ingot’s internal cleanliness and segregation pattern.
✅ Surface Inspection Documentation Every ingot should be visually inspected and surface-condition recorded before dispatch. Surface defects should be dressed and documented, not concealed.
✅ Ingot Geometry Specifications Confirm that the supplier can produce ingots in the exact cross-section, weight range, and taper design required for your press capacity and forging layout.
✅ Grade Range and Flexibility A supplier with a broad grade portfolio allows you to single-source across multiple forging programs — reducing procurement complexity and vendor management overhead.
Why Kesari Alloys Is the Trusted Ingot Supplier for Forge Shops
At Kesari Alloys, forging quality ingots are our core business. We have spent nearly two decades manufacturing and refining carbon steel, alloy steel, and stainless steel forging ingots for ring rollers, open die forge shops, and heavy engineering manufacturers across India and globally.
We understand what happens at your press — because our customers tell us, every day. Our ingots are designed and produced to give forge shops the best possible starting material: internally sound, chemically consistent, surface-clean, and correctly dimensioned for your press layout.
What every Kesari Alloys forging ingot brings to your press:
- 🔬 EIF + LRF + VD process — hydrogen below 2 PPM, oxygen below 20 PPM for critical alloy grades
- 🏭 IBR Approved — for carbon and alloy steel ingots in pressure and boiler applications
- 🏆 ISO 9001 Certified — quality management at every stage, from melt to dispatch
- 📐 1,000+ size variants — round, octagonal, square, and fluted ingots in carbon, alloy, and stainless steel
- 📋 100+ steel grades — IS, EN, DIN, AISI/SAE standards across the full carbon and alloy steel range
- 🔖 Full heat-wise traceability — MTC, chemical analysis, and heat number on every ingot
- ✅ Rigorous multi-stage inspection — every ingot inspected before leaving our facility
- 🚚 On-time delivery — trusted by Sunil Forgings, Lal Metal Forge, Utsah Engineering, and forge shops across the country
When your forging quality starts at the ingot, it matters who makes it.
Frequently Asked Questions
Q1. What steel grades are used in open die forging? Open die forging is performed on a wide range of steels — low carbon, medium carbon, high carbon, alloy steel, and stainless steel. Alloy steel grades such as EN 19 (4140), EN 24 (4340), 42CrMo4, and F-22 are among the most commonly forged grades for critical engineering applications. The grade is selected based on the mechanical property requirements of the finished component.
Q2. What is the minimum forging ratio required for structural integrity? Most engineering specifications require a minimum forging ratio of 3:1 for general applications and 4:1 or higher for critical structural or pressure-retaining applications. Some aerospace and nuclear specifications demand ratios of 6:1 or above. Always consult the applicable design code or customer specification.
Q3. Why are forging ingots preferred over billets for large open die forgings? For large forgings requiring a high reduction ratio, an ingot provides a larger starting cross-section and greater mass per piece than a billet. This allows the forge shop to achieve the required reduction while maintaining enough material for the finished component. Ingots also offer better cleanliness when processed through VD — critical for large, thick-section forgings where centre cleanliness cannot be compromised.
Q4. Can open die forging be used for stainless steel? Yes. Stainless steel is regularly forged by open die process, though it requires higher forging temperatures and more press force than carbon and alloy steel. Austenitic grades (304, 316) and martensitic grades (410, 420) are commonly produced as open die forgings for valves, pump shafts, chemical equipment, and medical applications.
Q5. How does ingot quality affect UT acceptance rates? Significantly. Ingots with poor internal soundness — excessive porosity, large shrinkage cavities, or high inclusion content — produce forgings that fail ultrasonic testing at higher rates. A forge shop sourcing quality VD-processed ingots will consistently achieve better UT acceptance rates, lower rejection costs, and fewer production disruptions.
Q6. Does Kesari Alloys supply ingots suitable for IBR pressure vessel forgings? Yes. Kesari Alloys holds IBR approval and manufactures ingots to the grades and quality standards required for pressure vessel and boiler forging applications, with full documentation.
Conclusion
Open die forging is one of the most important manufacturing processes in heavy industry. It transforms a simple cast ingot into a large, structurally sound, mechanically superior component that serves reliably in the most demanding service environments in the world — under the sea, inside a turbine, along a railway, or at the heart of an oil well.
Every step of the process matters. But no step matters more than the first one — the quality of the ingot that enters the forge.
A forge shop is only as good as the raw material it starts with. Voids, segregation, surface cracks, and chemical inconsistencies in the ingot cannot be forged away — they become your problem, your rejection, and your cost.
Sourcing forging quality ingots from a manufacturer who understands what happens next — at your press, in your heat treatment furnace, and on your customer’s inspection bench — is not just a purchasing decision. It is a production decision.
Ready to discuss your forging ingot requirements? Talk to the Kesari Alloys team today →